



В результате, двигатель был установлен в отсек автомобиля.
Было снято несколько видео-роликов, они объединены в один фильм и опубликованы на Youtube:
Был сделан замер ВСХ двигателя. К сожалению, пробег был небольшой на тот момент, всего около 100 км, после обкатки результат был бы конечно выше. Впрочем, нам любопытна форма графика – она не имеет провала по крутящему моменту на средних оборотах, что характерно для стандартного двигателя Оки с распредвалами с широкой фазой и большим подъемом клапана. Мощность двигателя – 48 л.с. при 6000 об. Полка момента с 2500 до 6000 об!

В процессе работы было отмечено следующее:
• Холостой был порядка 1400 об, если ставить обороты ниже, ХХ держался, но мотор иногда глох.
• В диапазоне 1500-2000 об была отмечена неприятная вибрация, из впуска раздавался характерный "рык".
• Мотор начинал тянуть строго с 2000 об, ниже – пусто по кр.моменту, что видимо обусловлено распредвалом с большим подъемом и фазой.
• Странный глюк с тахометром – после 3500-4000 об стрелка уходила в красную зону (видно на фото) – на работу двигателя это не влияло.
После пробега около 150 км испытания были прекращены, мотор демонтирован с автомобиля. Разбор и дефектовка показали критический износ коренных вкладышей (шатунные были в норме).
Дальнейшие работы по двигателю к декабрю 2009 года были остановлены полностью и детали мотора ушли "на полку".
В качестве дальнейших возможных вариантов развития проекта были предложены следующие шаги:
• Балансировка коленвала в сборе с маховиком – возможно это решило бы проблему вибраций на малых оборотах и износа коренных вкладышей;
• Проба других распредвалов, с иными подъемами и фазами, для поднятия крутящего момента на малых оборотах;
• Установка двух горизонтальных карбюраторов – возможно это изменило бы газодинамику во впускных каналах и улучшило наполнение цилиндров.
Статья написана: 2 января 2012 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.
За время производства и конвейеров сошло три модели СеАЗ «Ока», с разными модификациями силовых установок, одна из которых была китайского производства («Ока»-11116). Две другие версии этой малолитражки – 1111 и 11113 комплектовались двигателями отечественного производства.
Общее устройство отечественных силовых агрегатов было идентичным, разница между ними была в некоторых конструктивных особенностях, которые оказывали на технические характеристики установок.
Общее описание
Двигатель ВАЗ-1111 – рядный, двухцилиндровый, с поперечным расположением. Благодаря такой компоновке моторный отсек получился компактным, что позволило уменьшить общие габариты авто. Мотор получил жидкостную систему охлаждения с принудительной циркуляцией, карбюраторную систему питания и электронную систему зажигания.
Такую же конструкцию силового агрегата имеет и модель 11113. Разница между моторами этих модификаций – основа. Версия 1111 – это, по сути, «половина» 1,3-литровой установки ВАЗ-2108, а 11113 – мотора на 1,5 литра той же «Восьмерки». Из-за этого у моторов отличается объем двигателя и мощность.
Силовая установка фиксируется в моторном отсеке на специальном подрамнике. Защита двигателя «Ока» заводом-изготовителем не предусматривалась.


Несмотря на то, что за основу установки взяли 4-цилиндровый мотор, агрегат «Ока» имеет одну очень интересную особенность – синхронный ход поршней. Если посмотреть на двигатель «Ока» в разрезе, то поршни располагаются на одном уровне и «ходят» вместе, но при этом цилиндры функционируют раздельно.
Принцип работы двигателя с такой конструктивной особенностью достаточно прост – в цилиндрах смещены такты. То есть, если в 1-м цилиндре происходит такт сжатия, то во 2-м – выпуск. И так по всем тактам, поэтому цилиндры в этом моторе работают поочередно.
Блок цилиндров
Картер силовой установки вылит из чугуна. Как и на всех ВАЗ-овских моделях, цилиндры не вставные, а расточены в блоке. По всему блоку проходят каналы системы охлаждения (так называемая «рубашка).
Поскольку силовой агрегат – двухцилиндровый, рядный, то в нижней части блока располагается только три опоры для коренных шеек коленвала. В процессе производства высокоточная обработка рабочих поверхностей этих опор выполняется заодно с крышками.

В результате каждой опоре соответствует своя крышка и менять их местами нельзя, иначе возможен разрыв коленчатого вала во время эксплуатации авто. Чтобы исключить вероятность установки крышки на не свое место при ремонте силового агрегата, на них нанесены метки.
Головка блока цилиндров – цельнолитая, алюминиевая. Поскольку ГРМ у мотора – с верхним размещением распредвала, то в ГБЦ предусмотрены постели для вала. Для установки распредвала сделано три постели с крышками. Подшипники вала отсутствуют, их роль играют рабочие поверхности постели и крышки (поэтому при сильном износе опор замене подлежит головка целиком).


В ГБЦ также располагаются и клапаны ГРМ (по 2 на каждый цилиндр). Как обычно, впускной клапан, для обеспечения лучшей наполняемости цилиндра горючей смесью, обладает большим диаметром, чем выпускной.
Фиксация ГБЦ к блоку осуществляется 6-ю болтами. При затяжке крепежей используется определенная схема, что исключает вероятность «перекоса» головки.
Болты требуют этапного закручивания с повышением момента затяжки. Усилие на болтах крепления ГБЦ имеет строго определенные величины, поэтому затягивание необходимо выполнять динамометрическим ключом.
Распределительный вал изготовлен из чугуна, имеет высокую степень обработки рабочих поверхностей – опорных шеек и кулачков. Помимо воздействия на клапана, распредвал также приводит в действие вакуумный бензонасос, для чего на задней его части имеется эксцентрик.
Регулировка тепловых зазоров на моторах «Ока» осуществляется специальными шайбами, устанавливаемыми между кулачками распредвала и клапанами.

Коленчатый вал представляет собой отливку из магниевого чугуна с последующей высокоточной обработкой рабочих поверхностей. Он имеет 3 коренных шейки и 2 – шатунных. 4 щеки вала, находящиеся между шейками, выполняют роль противовесов, снижающих вибрацию мотора при работе. Смазка рабочих поверхностей коленвала осуществляется посредством масляных каналов, проделанных внутри вала.
В передней части коленвала предусмотрены посадочные места под шестерню привода ГРМ и приводного шкива генератора. Сзади помимо фланца для крепления маховика располагается шестерня уравновешивающих валов.
Маховик – отлит из чугуна, зубчатый венец на него посажен «на горячую».




Особенностью маховика является возможность его «переворота». То есть, при сильном износе венца с одной стороны, маховик можно перевернуть, чтобы начать использовать неизношенную часть зубьев.
Подшипники трения коренных и шатунных шеек изготовлены из мягких оловосодержащих сплавов. У опорных элементов коренных шеек на рабочей поверхности проделаны специальные канавки для подачи смазки. Для правильной установки подшипников на их краях имеются специальные засечки.
Уравновешивающие валы предназначены для снижения вибрации силовой установки (а вибрирует он значительно из-за синхронного хода поршней). Представляют они собой два вала, установленные параллельно коленвалу и взаимодействующие с ним посредством шестерен.
Примечательно, что шестерни изготовлены не из металла, а из текстолита или пластика. Поскольку особой нагрузки при работе эти шестерни не испытывают, то особая прочность им не требуется. К тому же использование текстолита и пластика позволило снизить общий вес силового агрегата.
Нижние головки шатуна, как и опоры коленвала, обрабатываются вместе с крышками. Чтобы при сборке не перепутать крышки и не установить их неправильно, имеются метки.
Цилиндро-поршневая группа
Материалом изготовления поршня выступает жаростойкий алюминиевый сплав, деталь в процессе изготовления подвергается дополнительно термообработке.
Днище поршня – плоское (что делает двигатель «втыковым»), но существует возможность установки поршней от ВАЗ-2108 с проточками на днище под клапаны.
Количество колец – 3. Два верхних – компрессионные, 3-е – маслосъемное. В проточке для маслосъемного кольца проделано отверстие для стока смазки, снятой со стенок цилиндра.


Компрессионные кольца обеспечивают герметизацию камеры сгорания (в цилиндрах создается необходимая компрессия). Дополнительно они участвуют в теплообмене – отводят тепло от верхней части поршня и передают его на стенки цилиндра. Маслосъемное кольцо оснащено радиальным расширителем для повышения площади соприкосновения со стенками.
Палец — деталь круглого сечения, пустотелая. Палец является «плавающим», то есть в процессе работы он вращается в бобышках.
Отличия, технические показатели
Немного о том, чем отличаются двигатели «Оки» отечественного производства касательно устройства. В целом, общая конструкция у них идентична. Разница лишь в:
- Параметрах деталей цилиндро-поршневой группы (диаметр поршня и цилиндра);
- Диаметрах седел клапанов;
- Прокладке ГБЦ;
- Величинах баланса уравновешивающих валов;
Что касается рабочих параметров, то они приведены ниже:
| Характеристики силовых агрегатов «Ока» 1111 и 11113 | |||
| Параметр | «Ока» 1111 | «Ока» 11113 | «Ока» 11116 |
| Рабочий объем двигателя | 649 куб. см. | 750 куб. см. | 993 куб.см. |
| Мощность двигателя | 29,3 л. с. | 33 л.с. | 53 л.с. |
| Крутящий момент | 44 Нм | 50 Нм | 77 Нм |
| Компрессия двигателя | 9,9 | 9,9 | 9,9 |
| Тип системы охлаждения, объем | Жидкостная, 4,8 л | Жидкостная, 4,8 л | Жидкостная, 4,8 л |
| Тип системы смазки, объем масла | Комбинированная, 2,5 л | Комбинированная, 2,5 л | Комбинированная, 2,5 л |
| Тип системы питания | карбюраторная | карбюраторная | карбюраторная |
| Тип системы зажигания | электронная | электронная | электронная |
Все модификации силовой установки «Ока» агрегатировались исключительно с 4-ступенчатой механической коробкой передач.
«Ока»-11116
На последнем этапе производства малолитражка стала комплектоваться силовым агрегатом китайского производства, что несколько «оживило» авто, но от сворачивания производства не спасло.
Китайская установка была трехцилиндровой, общим объемом 1,0 литра. Мощностный показатель ее составлял 53 л. с. Этот мотор уже оснащался инжектроной системой питания.
Также «Ока» с этим мотором получила 5-ступ. МКПП.
Как разобрать двигатель ВАЗ Ока
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
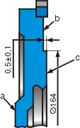
На днище поршня выбиты следующие данные:
1 – класс поршня по отверстию под палец (1, 2, 3)
2 – класс поршня по диаметру (А, B, C, D, E)
3 – стрелка, показывающая направление установки поршня
4 – группа по массе (нормальная – "Г", увеличенная на 5 г – " ", уменьшенная на 5 г – "-")
5 – ремонтный размер (диаметр увеличен на 0,4 мм – D, на 0,8 – Е)

Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры диаметров цилиндров и поршней, мм
При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
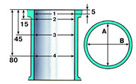
Схема измерения цилиндров:
А и В – направления измерений
1, 2, 3 и 4 – номера поясов
Номинальный зазор установлен 0,025- 0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней
отверстия в поршне
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| Пояснение | ||
 |
||
 |
 |
 |
| 132. Проверьте состояние заднего сальника коленчатого вала. Сальник, имеющий повреждения (трещины), износ рабочей кромки, потерявший эластичность, замените. | 133. Держатель заднего сальника коленчатого вала не должен иметь трещин, сильных деформаций привалочной поверхности к блоку цилиндров. | 134. Проверьте состояние зубьев венца маховика и в случае их повреждения замените маховик. |
























| « предыдущая страница 10.7.1. Разборка двигателя |
^ к оглавлению |
следующая страница » 10.7.3. Сборка двигателя |
Copyright © 2007-2019 Все права защищены. Все торговые марки являются собственностью их владельцев.