


Обратите внимание! Фотографии носят исключительно ознакомительный характер и могут отличаться от товара, фактически имеющегося на складах. Если Вас интересуют какие-то определённые характеристики (цвет, форма, размер, соответствие с товаром на складе и иные), просим уточнять данную информацию у менеджеров при согласовании заказа.
Описание
Фланец коленвала дв.ЗМЗ (ступица шкива С ОТРАЖАТЕЛЕМ в сборе) ГАЗ-53 "ЗМЗ" / 41.1005051
- артикул 41.1005051;
- есть в наличии и доступен для покупки;
- цена по состоянию на 24.12.19 — 1 229 рублей;
- доставка осуществляется по всей России.
Оформите заказ на данный товар онлайн или по телефону 8 800 700-9-554.
Нужно быть авторизованным на сайте, чтобы оставить вопрос по товару.
Телефон: 8-800-700-9-554 (звонок по России бесплатный)
© 1997-2019, "BAZA ВСЁ ДЛЯ УАЗА" продаёт запчасти в России для всех видов УАЗ: Буханка, Патриот, Карго, Пикап, Профи, Хантер, 469, Симбир. Выполняем доставку автозапчастей транспортными компаниями.
ПРИНИМАЕМ К ОПЛАТЕ

Заказать запчасти по VIN номеру
Чтобы подобрать запчасти по VIN-номеру, нужно авторизоваться на сайте.
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
– блока цилиндров и крышек коренных подшипников;
– шатуна и крышки шатуна;
– шестерен главной передачи;
– крышек подшипников дифференциала и картера главной передачи;
– правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
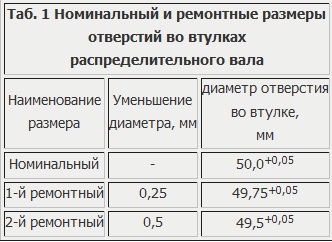
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
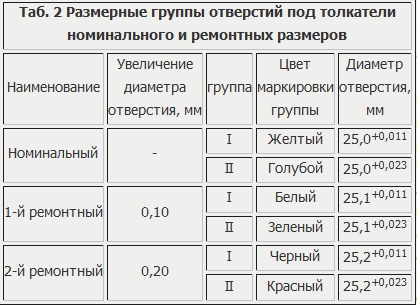
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
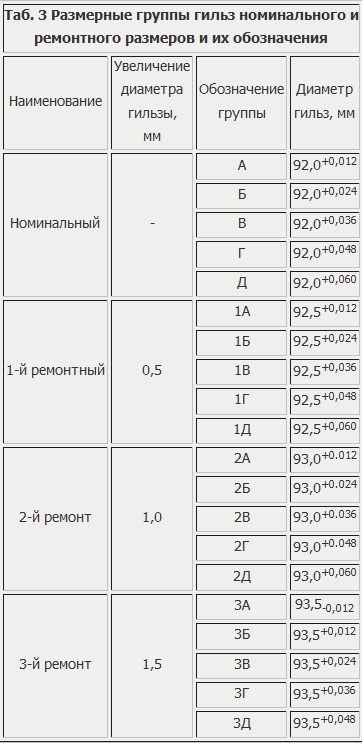
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
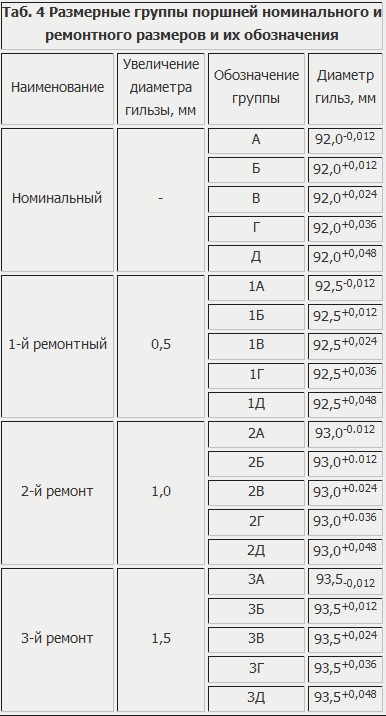
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл. 4.
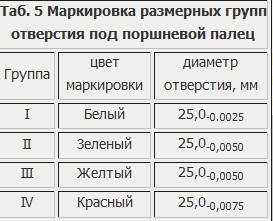
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
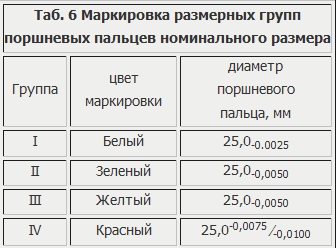
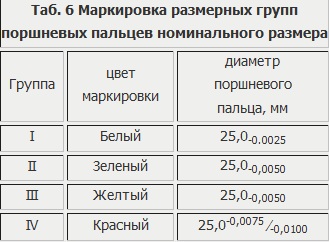
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
Поршневые кольца
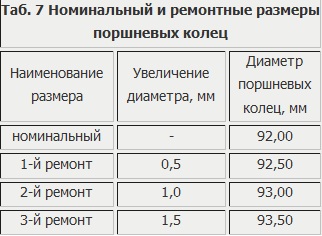
 Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
 Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
Чистота обработанных поверхностей во втулке и нижней головке шатуна должна соответствовать классу 8-б.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
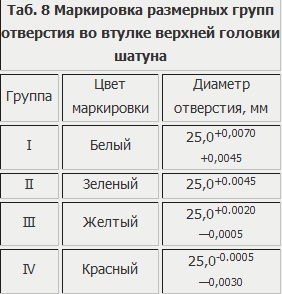
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
 У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
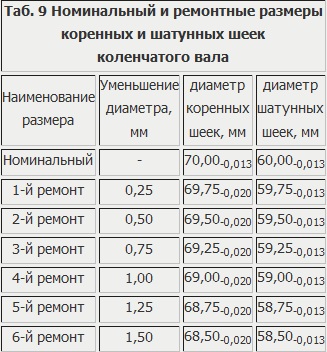
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
– для средних коренных шеек — 0,02 мм;
– для шейки под распределительную шестерню — 0,03 мм;
– > ступицу шкива вентилятора — 0,04 мм;
– > > задний сальник — 0,04мм;
– фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
 Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
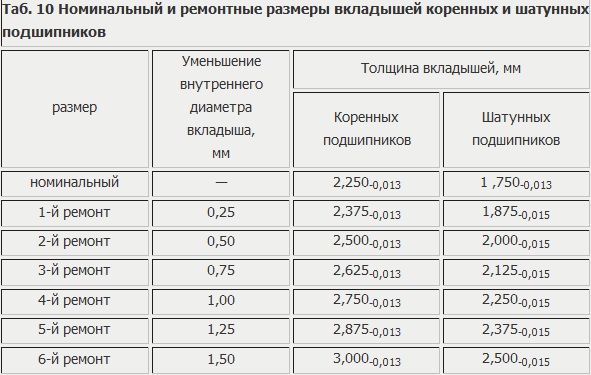
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл. 10.
Маховик
 Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Распределительный вал
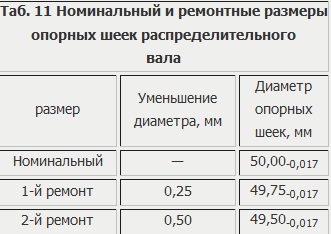
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели
 Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
 Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
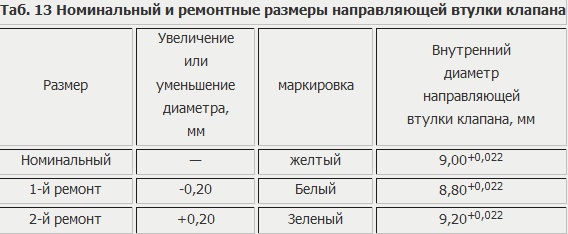
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
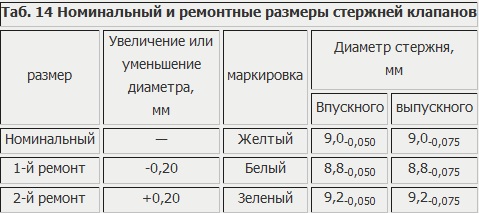 Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара. Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Трубу нужно подвергнуть испытанию водой под давлением 3 – 4 кГ/см 2 .

На автомобиль ГАЗ 53 устанавливались с завода две модели двигателей – 6-цилиндровый рядный ГАЗ 11 и 8-цилиндровый ЗМЗ 53. Восьми цилиндровый мотор имел различные усовершенствования и модификации (ЗМЗ-53А, ЗМЗ 53 11, ЗМЗ-511 и т.д.), но суть его не менялась, и конструктивно все моторы выполнены одинаково. Как и любой другой двигатель, ЗМЗ 53 рано или поздно ломается, и его приходится ремонтировать.

Пример установленного двигателя ЗМЗ-53А
Профилактика и обслуживание двигателя
Двигатели внутреннего сгорания семейства ЗМЗ 53 обладают неплохим ресурсом и довольно выносливы, но чтобы этот ресурс не сокращался, не мешает проводить регулярное техническое обслуживание ДВС. К мерам профилактики и обслуживания относится:
- Регулярная замена моторного масла (для минерального типа – каждые 5-6 тыс. км пробега, для «синтетики» или «полусинтетики» – 10-12 тыс. км пробега). Но вот стоит ли заливать синтетические масла в этот «движок» – уже отдельная тема для разговора;
- Периодическая подтяжка головок блока цилиндров (ГБЦ) и креплений впускного коллектора («паука»). Головки блока просто необходимо подтягивать через 1,5-2 тыс. км после замены прокладки ГБЦ или после проведения ремонта, связанного со снятием головки. Проверять затяжку в других случаях рекомендуется раз в 30 тыс. км, но можно и чаще при желании – хуже от этого не будет.
 Подтяжка ГБЦ проводится на холодном двигателе. «Паук» вообще является больным местом у ДВС, он часто идет «винтом», проверять затяжку гаек можно где-то раз в 10 тыс. км пробега. Тем более, что гайки легко доступны, и подтянуть их очень просто;
Подтяжка ГБЦ проводится на холодном двигателе. «Паук» вообще является больным местом у ДВС, он часто идет «винтом», проверять затяжку гаек можно где-то раз в 10 тыс. км пробега. Тем более, что гайки легко доступны, и подтянуть их очень просто; - Проверка уровня воды (охлаждающей жидкости) в системе охлаждения. Такую проверку желательно делать каждый раз перед выездом в рейс. Недостаточный уровень жидкости в радиаторе неизменно приведет к перегреву ДВС и, возможно, к серьезному его ремонту;
- Регулировка клапанов газ 53. Нормально работающая система газораспределения не нуждается в постоянной проверке, регулировку необходимо проводить после замены прокладок ГБЦ или более серьезного ремонта через 1,5-2 тыс. км. В других вариантах клапана регулируют, если они стучат. Сами по себе зажаться клапана вряд ли могут, другое дело, если мастер при регулировке их пережал.
 Практикой доказано – лучше клапана будут немного подстукивать, чем будут пережаты;
Практикой доказано – лучше клапана будут немного подстукивать, чем будут пережаты; - Проверка уровня масла в поддоне ДВС. Это необходимо делать ежедневно перед поездкой. При недостаточном уровне масле на щупе необходимо делать доливку. Также нужно следить за давлением масла по прибору в салоне автомобиля. Прибор и датчик давления обязательно должны быть исправны!;
- Внешний осмотр двигателя на предмет течи масла. Болезнью ЗМЗ 53 является течь масла через задний коренной подшипник, поэтому проверку лучше проводить на смотровой яме.
Для того чтобы как можно дольше мотор автомобиля ГАЗ 53 обходился без капитального ремонта, необходимо регулярно диагностировать неисправности и поддерживать должное состояние двигателя, незамедлительно ликвидировать все неполадки, которые имеют отношение к изнашиванию деталей мотора, а также использовать рекомендуемое производителями топливо и моторное масло.

По возможности нужно предохранять поршни и поверхность камер сгорания от нагара.
Систематическая диагностика двигателя
В систематической проверке нуждаются крепления головок цилиндров к блоку цилиндров. Если крепление ослабло, то гайки необходимо подтянуть. Перед этим желательно слить из системы охлаждающую жидкость, после этого нужно ослабить крепление впускной трубы к головкам цилиндров, дабы избежать влияния подтяжки головки одного цилиндра на другую.

на фото устройство двигателя грузовика ГАЗ-53
Только после этого гайки крепления подтягивают при помощи динамометрического ключа. Такую подтяжку рекомендуют делать при первых трёх технических обслуживаниях автомобиля. Потом подтяжку делают немного реже — каждое ТО-2.
Как говорилось выше, при использовании рекомендуемого топлива и смазочных материалов, ремонта двигателя вполне можно избежать, нагар на поршнях и камерах внутреннего сгорания будет небольшим и никаким образом не повлияет на работу мотора. Но если пренебрегать рекомендациями производителей, то отложения нагара будет значительными, а это в свою очередь приведёт к детонации, снижению мощности и повышению расхода горюче-смазочных материалов.

схема устройства двигателя автомобиля ГАЗ-53
Как удалить нагар
Для того чтобы избавиться от нагара, необходимо хорошо очистить днища поршней и стенки камер внутреннего сгорания. В нагаре содержится большое количество ядовитых веществ, и нужно хорошо следить за тем, чтобы они не попали в дыхательные пути. Для этого нагар хорошо смазывают керосином.
Замена деталей коленчатого вала
Для увеличения потенциала двигателя на ГАЗ-53, необходимо регулярно производить замену поршневых колец и коренных вкладышей коленчатого вала. Вкладыши заменяют при значительном падении давления моторного масла. По мере надобности следует заменять и шатунные вкладыши.
Также нужно проводить тщательную очистку полостей шатунных шеек коленчатого вала. Если их очистка произведена некачественно, то это приведёт к быстрому изнашиванию шатунных вкладышей.
Замена поршневых колец

Если расход масла начал превышать 400 г на 100 км пробега, то значит пришло время сменить поршневые кольца. Нужно устанавливать комплект колец, который состоит из компрессионного чугунного кольца и набора стальных дисков.
Во время замены колец на гильзах цилиндров желательно удалить неизношенную часть пояска, а также очистить от нагара головки цилиндров и днища поршней.
Периодической проверки требует и газораспределительный механизм. При необходимости нужно регулировать зазоры клапанов и очищать их от нагара. Зазоры нужно проверять только на холостом двигателе, при полностью опущенном толкателе.
Неисправности двигателя
У мотора ГАЗ 53 встречаются такие же поломки, как и на другом бензиновом силовом агрегате. Но просто так они не появляются, причина обязательно должна быть. Рассмотрим поломки и их причины:
- Стук шатунных вкладышей (шеек) коленчатого вала. Одна из самых неприятных и серьезных неисправностей в ДВС. Причиной является недостаточный уровень масла в картере, низкое давление (или полное его отсутствие) в системе, общий износ всех коренных и шатунных шеек;
- Большой расход масла. Масло может расходоваться через поршневые кольца (угар) или течь через соединения или сальники. Масло может вытекать в случае, если отсутствует вентиляция картера, забивается сапун;
- Стук поршней или верхних втулок в шатунах. У поршней могут лопаться юбки или перегородки между поршневыми кольцами, прогорать днище. Как правило, многие неполадки в поршневой группе происходят из-за перегрева двигателя;

- Прогорание прокладок ГБЦ. Также наиболее частой причиной является перегрев. Еще при перегреве часто коробит поверхности самих головок, и при замене прокладок неплохо бы проверить поверхности ГБ на кривизну. При необходимости поверхности фрезеруют или производят замену деталей;
- Прогорание выпускных клапанов. Впускные клапана не прогорают, но вот износ направляющих втулок не является редкостью. Клапана прогорают чаще всего по трем причинам – из-за некачественного бензина, из-за попадания на клапана масла (плохая поршневая группа), из-за отсутствия зазора в клапанах.
Поломки и причины можно перечислять долго, поэтому для примера взяты самые типичные.
Капитальный ремонт
Капитальный ремонт двигателя ЗМЗ 53 необходим в случаях, когда:
-
Стучит двигатель, в системе смазки низкое давление;

Новый двигатель для грузовика ГАЗ 53
Можно еще перечислить достаточно много причин, здесь много разных нюансов. Капитальный ремонт ЗМЗ 53 подразумевает следующие действия:
- Снятие двигателя;
- Мойку деталей;
- Разборку и дефектовку всех узлов ДВС;
- Шлифовку коленчатого вала (если он подлежит шлифовке);
- Замену втулок распределительного вала при необходимости с последующим их разворачиванием;
- Притирку клапанов;
- Сборку;
- Обкатку ДВС;
- Установку на автомобиль;